深圳市久信达科技有限公司
15年专注外贸出口产品环保包装袋定制生产
大客户热线: 13510920256

深圳市久信达科技有限公司
大客户热线: 13510920256
当前位置: 主页 > 新闻资讯 > 降解袋问答 » 环保袋生产厂家技术指南:如何彻底解决可回收珍珠棉覆膜袋孔位不对齐
环保袋生产厂家技术指南:如何彻底解决可回收珍珠棉覆膜袋孔位不对齐
久信达作为一家生物降解袋、环保纸袋、黏胶纤维袋、GRS可回收胶袋,以及普通塑料包装的生产厂家,在生产过程中积累的丰富的生产经验,针对可回收珍珠棉(EPE)覆膜袋在生产过程中出现的“孔位两面不对齐”问题进行深度分析,涵盖原因剖析、技术调整方案以及预防措施。
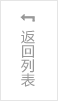
在珍珠棉覆膜袋的生产工艺中,打孔通常是在薄膜折叠或多层复合后进行的工序。如果发现成品袋子正反两面的圆孔、手提孔或透气孔无法重合,最直接、最核心的原因在于:打孔器装置的机械位置偏离或同步性失调。
打孔器固定支架松动,导致打孔头在高速运作中产生微小位移。即使是1毫米的偏差,在袋子成型后也会被放大成肉眼可见的不对称。
珍珠棉覆膜材料具有一定的弹性。如果左右两侧的牵引张力不一致,材料在进入打孔工位前会发生细微的“蛇行”或扭曲。此时即使打孔器位置固定,材料本身的偏移也会造成孔位错位。
对于印刷有图案的覆膜袋,打孔器通常依靠光电感应器捕捉色标。如果感应器灵敏度下降或位置偏移,打孔指令的下达就会产生滞后或提前,导致孔位相对于图案及袋身位置的不对齐。
解决此问题的关键在于“动态补偿”与“静态校准”相结合。
停机校基准: 首先需将设备停稳,手动合拢打孔模具。检查上模(冲头)与下模(刀模)是否处于绝对垂直的中心线上。
对称测量: 使用游标卡尺测量打孔器中心点到设备侧边框架的距离。确保在折叠路径上的投影点与袋子中轴线完全重合。
加固锁定: 调整完成后,必须使用防震垫片或高强度螺栓锁定打孔器底座,防止生产过程中的高频震动再次引发移位。
如果静态位置正确但运行中偏移,则需要调节相位控制器:
补偿调整: 在控制面板上微调“打孔提前量”或“打孔滞后量”。
张力匹配: 调整送料辊的压力,确保珍珠棉覆膜材料在通过打孔区时平整且无应力堆积。
有时不对齐并非位置问题,而是由于打孔针磨损导致受力不均,使材料在冲压瞬间发生滑移。应定期检查冲头锋利度,确保“一冲即透”,减少物理挤压带来的形变。
为了彻底杜绝孔位不对齐现象,生产企业应建立一套标准化的巡检流程:
首检制度: 每一批次开机的前5个样品,必须进行“对折重合测试”。将袋子沿孔位对折,观察两孔边缘的重合度。
加装自动对边系统(EPC): 在覆膜机和制袋机前端加装超声波或红外线自动纠偏系统,实时修正材料的行走路径,从源头解决因材料偏移导致的孔位问题。
定期维护清单: 将打孔器的固定螺丝紧固、光电头清理列入每日保养清单,避免因“小松动”酿成“大事故”。
可回收珍珠棉覆膜袋作为环保包装的主力军,其细节工艺直接决定了产品的附加值。打孔器对齐虽是生产中的一环,却考验着设备的精密维护与工人的操作经验。通过科学的机械校准与严格的制程控制,不仅能解决不对齐的顽疾,更能有效提升材料利用率,真正实现“绿色环保”与“高质生产”的双赢。深圳久信达有限公司成立于2010年,是国内生物降解袋龙头厂家,专注生物降解袋、环保纸袋、黏胶纤维袋、GRS可回收胶袋,以及普通塑料包装的研发和生产,是一家集研发、生产、销售于一体的生物降解包装袋厂家,如果有包装相关的问题可以一起沟通。